
Intertek CEA’s Global PV Manufacturing Quality Report 2026 suggests there is much work to be done to improve the quality of solar module manufacturing. The report states that more than 70% of factories were rated in the lowest two tiers — C or D — in 2025 factory audits, and none achieved an A+.
Source – Intertek CEA
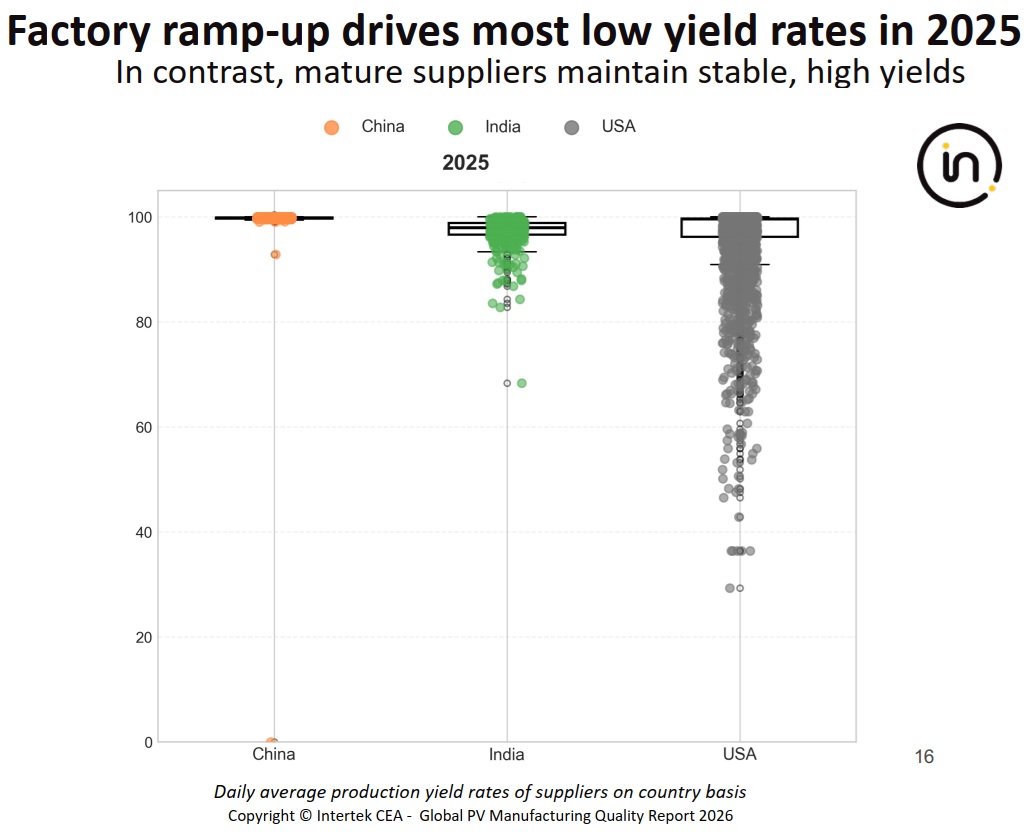
One of the report’s central points is that most issues arise during factory ramp-up after construction, and again during capacity expansions. Solar panel re-work, a process in module manufacturing, is hiding these issues though. Typical re-work rates are around 10-15%, but outlier factories pushed far higher: an Indian facility hit 56% in 2024, and a U.S. facility reached 62% in 2025.
Overall, the U.S. has the highest critical issue rate of any surveyed country. While certain Chinese manufacturing facilities are yielding near 100%, some U.S. factories fall in the 30-60% yield range.
CEA explicitly noted:
U.S. capacity expansion is exposing early-stage execution risks.
Source – Intertek CEA
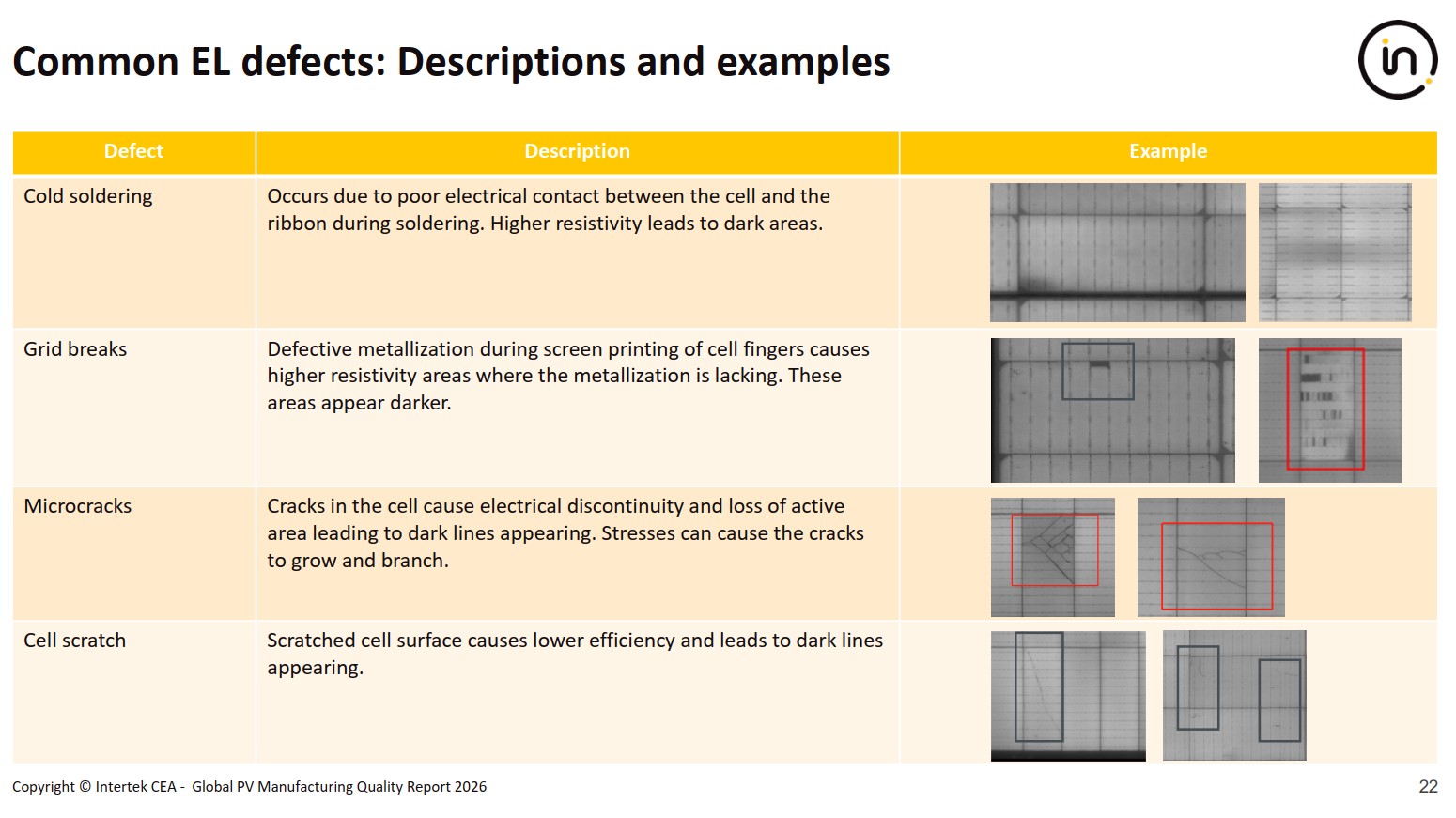
The number-one defect category is soldering — both within solar cells and between them. The trend is being driven by increasing busbar and ribbon counts, which shrink contact areas and make soldering more prone to defects. Electroluminescence (EL) imaging – a now-standard QA technique that uses an applied current to reveal internal cell defects invisible to the eye – is the primary tool catching these issues.
CEA notes that the ability to re-work modules and fix issues catches most problems before shipment. But stable average re-work rates can mask wide factory-level variability – meaning a fleet-wide number that looks fine may hide individual facilities running far above the norm.
The specific issues EL imaging reveals include cold soldering, grid breaks (gaps in the screen-printed metallization on the cell), oversoldering, and cell scratches. Cold soldering – when soldering temperature, time, or pressure are insufficient to fully bond the cell-to-ribbon connection – is a particular concern because the joint can look intact while the metal structure underneath is incomplete, leaving a weak connection that can fail in the field.
Source – Intertek CEA
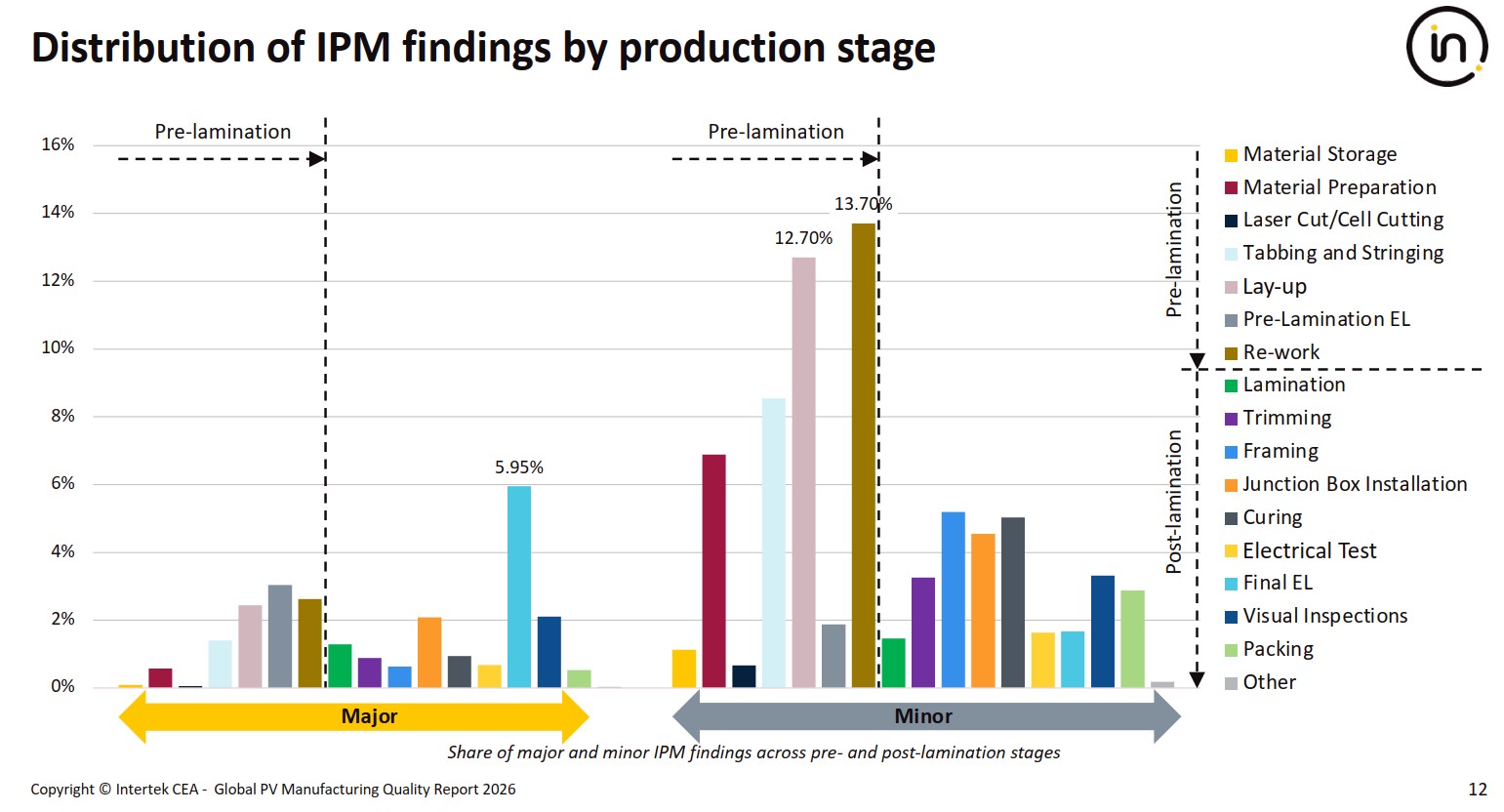
Other issues exist both before and after EL scanning.
The first is the lay-up process, where the components of the module – front glass, encapsulant, cell strings, bussing ribbons, back encapsulant, and backsheet or rear glass – are stacked in order before lamination fuses them together. Common findings here include encapsulant misalignment, cell string spacing errors, ribbon misalignment, foreign material trapped in the stack, and cell handling damage.
The second is packaging and delivery. Damaged packing is by far the most common finding during container loading inspections, accounting for 47% of issues – pallet damage, torn fixing ties, and damaged outer wood shingling. Missing labels and incorrect fixing each account for another 19%. Factory location can compound the problem: bumpy roads leaving the facility can shift pallets in transit and damage modules before they ever leave the country.
This content is protected by copyright and may not be reused. If you want to cooperate with us and would like to reuse some of our content, please contact: editors@pv-magazine.com.








By submitting this form you agree to pv magazine using your data for the purposes of publishing your comment.
Your personal data will only be disclosed or otherwise transmitted to third parties for the purposes of spam filtering or if this is necessary for technical maintenance of the website. Any other transfer to third parties will not take place unless this is justified on the basis of applicable data protection regulations or if pv magazine is legally obliged to do so.
You may revoke this consent at any time with effect for the future, in which case your personal data will be deleted immediately. Otherwise, your data will be deleted if pv magazine has processed your request or the purpose of data storage is fulfilled.
Further information on data privacy can be found in our Data Protection Policy.